Flat Surface Between Two Bends In Sheet Metal

Sheet Metal Flat Pattern Calculator Smlease Design

Layout And Forming Part One

Solidworks Sheet Metal Lofted Bend Youtube Sheet Metal Drawing Solidworks Sheet Metal

Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries

Analyzing The K Factor In Sheet Metal Bending

Display Sheet Metal Bend Notes 1 By Inserting The Flat Pattern Configuration Into The Drawing As A Regular View Flats Patterns Pattern Property Management

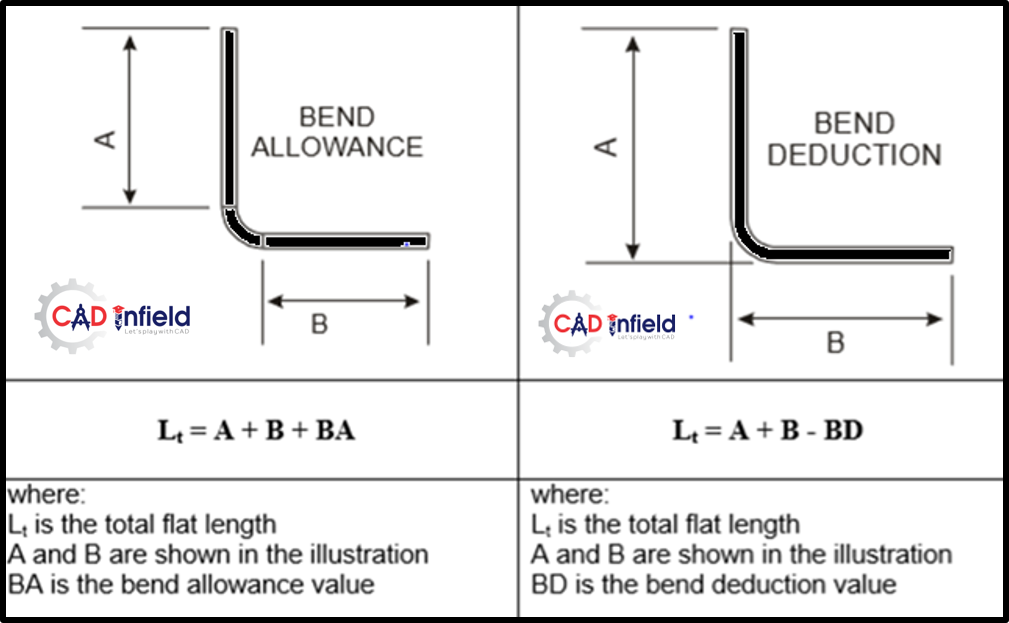
With this free online tool we quickly get the sheet metal bend deduction and therefore the sheet metal blank initial flat length from the finished part measurements.
Flat surface between two bends in sheet metal. The force must exceed the material s yield strength to achieve a plastic deformation. You can use this sheet metal flat pattern calculator to calculate this increase in length. Kink a light bend typically between 5 and 15 which is used to stiffen a flat piece of metal. Bend deduction is equal to the difference between the total sheet metal length after bending and flat length.
If the metal is still getting scratched up you can either put on a few layers of masking tape or use wood blocks like 2 4 s or something to sandwich the part for bending as you tap away on it with a mallet the wood will be soft enough to not damage the surface as long as there aren t any metal shavings hard things on it. The press brake contains an upper tool called the punch and lower tool called the die between which the sheet metal is placed. These methods will give sheet metal the rigidity you need to use it in a structural or semi structural application. Since each metal fabricator has its own tooling bend factors and equipment to develop the flat blank it is better to fully dimension to formed views for that manufacturer.
Your manufacturer may not be able to match dimensions when creating the actual sheet metal part due to tooling and equipment limitations. The problem i have is to make a smooth transition between a flat and a bent surface. Also known as press braking flanging die bending folding and edging this method is used to deform a material to an angular shape. The sheet is placed between the two and held in place by the backstop.
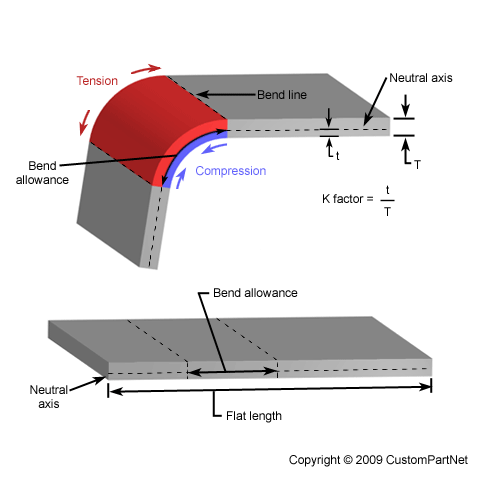
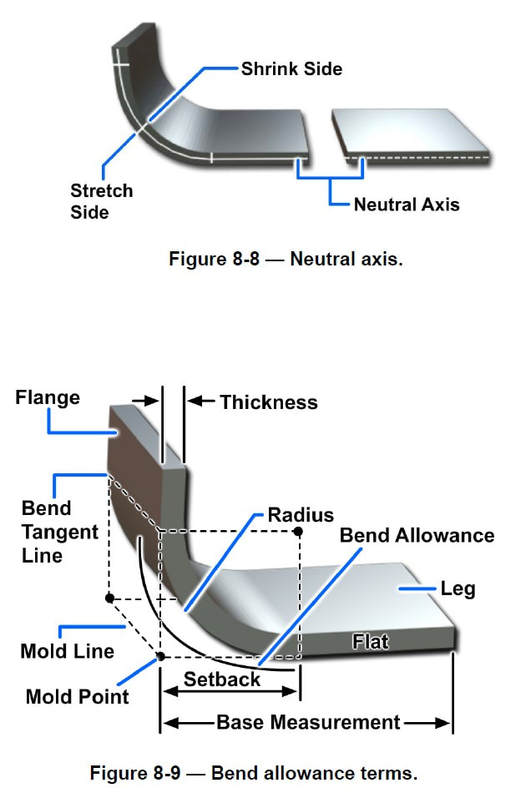
Whereas the outer surface is stretched. Folding over the edge of a piece of sheet metal will give the metal instant structural integrity. Therefore after bending total sheetmetal part length a b is greater than sheet metal flat length. The bend angle is determined by the depth that the punch forces the sheet into the die.
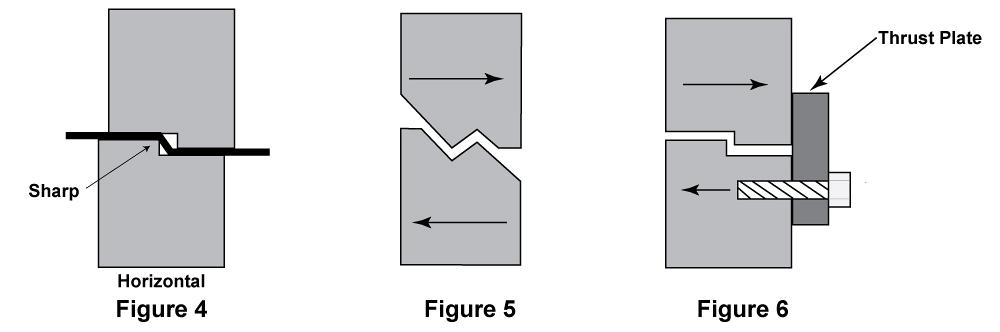
This is done through the application of force on a workpiece. Jog also known as an offset bend this is when two bends of the same angle but opposite direction are used to create a z shaped profile. Hems can be flattened left open or in a variety of tear drop shapes. You only have to insert interior angle flange lengths k factor inside radius and material thickness.
As a result overall sheet length increases. Sheet metal edge bending. I don t have much experience using sheet metal and need some help to check if what i m trying to achieve is possible using sheet metal or if i should use some other method. How large of a bend you put in the metal depends on the application and fitment of the piece.
When sheet metal is bend the inside bending surface is compressed.

The Fine Art Of Sheet Metal Bending Engineeringclicks Com Sheet Metal Metal Bending Sheet Metal Fabrication
Sheet Metal Fabrication Fundamental Cad Infield Fabrication Design

Flattening Complex Shapes Autodesk Inventor Sheet Metal Inventor

Solidworks Sheet Metal Exercise Basics Youtube Sheet Metal Sheet Metal Drawing Solidworks

Solidworks Sheet Metal Forming Tool Exercise Youtube Solidworks Sheet Metal Solidworks Tutorial
Sheet Metal Forming

Pin On Solidworks

Solidworks Sheet Metal Tutorial Convert Solid Body Into Sheet Metal Body Solidworks Solidworks Tutorial Sheet Metal
Bending Basics Strategies For Forming Offsets

Design And Build An English Wheel English Wheel Metal Fabrication Tools Metal Working

Fabrication Formulas Sheetmetal Me
Developments And Intersection Drawings Computer Aided Drafting Design

From The Trenches With Autodesk Inventor Understanding Bend Allowance And Bend Dedcution In Inven Sheet Metal Fabrication Sheet Metal Drawing Sheet Metal Work

Solidworks Sheet Metal Gusset Tutorial Youtube Solidworks Sheet Metal Tutorial

Pin Em Solidworks

Sheet Metal Design Guide Calculate Bending Allowance Accurately Sheet Metal Sheet Metal Work Metal Bending

Sheet Metal Tool Box Plans Quotes Metal Tool Box Sheet Metal Tools Tool Box

What Is Bend Allowance K Factor Y Factor Bend Table In 2020 Sheet Metal Fabrication Allowance Metal Fabrication
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrtmripjkdcmrx4rqo4zprhcpcpvghteup3mbosbuaojrmc Fpm Usqp Cau

Metal Origami Flat Pack Sheets Form Super Strong Shapes Metal Working Projects Metal Working Metal Shelves

Us2543347a Sheet Metal Working Tool Metal Working Tools Metal Working Metal Bending Tools

Solidworks Sheet Metal Tutorial Calculate Hopper In Flat Form Youtube Sheet Metal Metal Working Sheet Metal Crafts

How To Make A Cone And Cone Calculator Cone Calculator Metal Working Sheet Metal Fabrication
Sheet Metal Bending Hand Brake Machine Box And Pan Brake Sheet Metal Fabrication Metal Tool Box Sheet Metal

Us2900853a Hand Tool For Removing Dents From Sheet Metal Plates Sheet Metal Auto Body Tools Hand Tools

Homemade Sheet Metal Bender Sheet Metal Bender Metal Bender Sheet Metal Brake

Mini Bending Brake Metal Working Tools Metal Tools Metal Working

Making A Metal Brake All Metalshaping In 2020 Sheet Metal Brake Sheet Metal Sheet Metal Fabrication

Sheet Metal Bending Brake Practice 102 Two Sheet Metal Boxes Remaches Metal Muebles

Pin By Frank Wilson On English Wheel English Wheel Metal Working Tools Sheet Metal Bender

Solidworks 2013 Sheet Metal Metal Furniture Design Solidworks Guest Room Design
Impossible Modeling Challenges Part 3 Un Bend A Square Profile In Multiple Directions Engineers Rule

Design And Build An English Wheel English Wheel Metal Fabrication Tools Metal Working Tools

Flat Recess Dimple Die 1 4 20x 100 X3 4 Sheet Metal Tools Metal Bending Tools Metal Shop

Double Edge Rollers Metal Bending Tools Metal Bending Metal Projects

Sheet Metal Bending Brake Bend Your Own Repair Patch Panels And Save Time And Money Make Profession B Metal Fabrication Tools Metal Bending Patch Panels

Design And Build An English Wheel Bending Machine English Wheel Car Body Parts English

Making The Z Shapes Sheet Metal Fabrication Metal Working Tools Metal Shaping

Design And Build An English Wheel Rouleuse Roue

Shrinker Stretcher Plans The H A M B Metal Working Tools Sheet Metal Tools Shrinker

12 X 10 Gauge Sheet Metal Roller Slip Roll Rolling Metalworking Brass Steel Metal Bending Tools Sheet Metal Roller Sheet Metal Tools

Solidworks Sheet Metal Tutorial Exercise Youtube Solidworks Solidworks Tutorial Sheet Metal

